A gyártás forróságos változata a hideg formáláshoz képest. A hideg formálás alul van a recristalizációs hőmérsékletnél, míg a forróformálás felett van a kristallizációs hőmérsékletnél. Tehát, mit jelent a forróságos formálás? Mi a termelési folyamat és a használata a forróságosan formált rostmentes acéltáblák esetében? Ismerjük meg együtt!
Mi az a forróságos formálás?
A forróságos formálás egy olyan fémműzési folyamat, amely azt jelenti, hogy a félmegyén anyagokat melegítünk olyan hőmérsékletre, amely magasabb, mint a recristalizációs hőmérsékletük (általában 900 ° C és 1300 ° C között), és majd nyomás alatt és húzás alatt alakítjuk át őket a kívánt alakzatba és vastagsággá tolók segítségével. A recristalizációs hőmérséklet egy kulcsparaméter a félmegyén anyagoknál. Amikor a hőmérséklet meghaladja a recristalizációs hőmérsékletet, a anyag cristalljei újra rendezkednek, és egyenletesebbek és finomabbak lesznek, így kevesebb a valószínűség, hogy a anyag törésre vagy tömeges térfeszülésre kerül a plasztikus deformáció során.
A forrósövésztési folyamat számos félműanyagot feldolgozhat. A leggyakoribb alkalmazások közé tartozik a vaslap, vasrúd és vascsők gyártása stb. A rostmentes acél esetében a forrósövésztés nemcsak javíthatja anyag fizikai tulajdonságait, hanem a felületi minőségét is, így alapvetően hozzájárul a későbbi hidegsövésztési folyamathoz.
A forrósövésztés alapelve:
A forrósövésztés folyamata során a félműanyag általában magas hőmérsékletű melegítőkútban melegedik, majd belép a forgató és véglegesítő guritóba egy sor gurítási műveletre. Ez a folyamat jelentős nyúlást és deformációt eredményez, amely átalakítja a félműanyag belső szerkezetét, finomítja a kristálycsoportokat és javítja az anyag mechanikai tulajdonságait.
A forrósövésztés előnyei:
Magas termelési hatékonyság:
Mivel a forró tolás magas hőmérsékleten folytatható, a anyag műanyagossága jó, és rövid idő alatt jelentős deformáció történik. Ezért a forró tolás nagy termelési hatékonysággal rendelkezik, és alkalmas nagyméretű ipari termelésre.
Nagy méretű és vastagságú fémtípusok feldolgozása:
A forró tolófolyamat vastabb fémtömböket dolgozhat fel, így több tolás után vastabbspárokat vagy más termékeket kaphatunk.
Egyenletes anyagdeformáció:
A forró tolás a magas hőmérséklet segítségével megszünteti a fémtartalmak belső összetartást, és elkerüli a hideg tolás során a stressz koncentráció által okozott törést. A recrystallizációs folyamat során az anyag cristalyok újra rendezkednek egy egyenletesebb szerkezet megteremtése érdekében.
Mechanikai tulajdonságok javítása:
Mivel a anyag belső kristálycsoportjai finomulnak a forró összetömörítés folyamán, mechanikai tulajdonságai jelentősen javulnak. Konkrétan növekszik a anyag dūstora, javul a húzóerő, és kiterjed a rohaméleti élettartam.
Csökkentett energiafogyasztás:
A forró összetömörítés energiafogyasztása viszonylag alacsony, mivel magas hőmérsékleten történik. A hideg összetömörítéshez képest a forró összetömörítés kevesebb energiatartalmú.
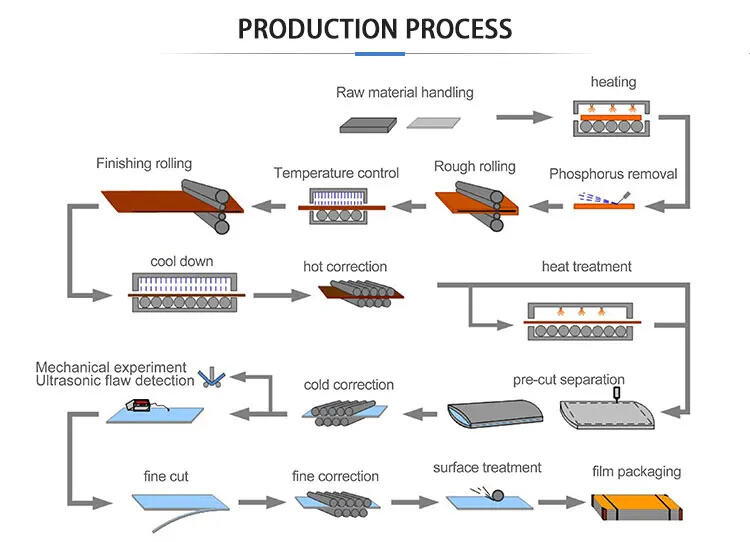
Forrólömörgött acéllap készítési folyamat:
A forrólömörgött rostmentes acél lap készítésének folyamata több fő szakaszra osztható, az eleji metálmelegítéstől a lomtatózásig, illetve a végleges felületkezelésig; minden lépés szigorú ellenőrzés és művelet igénye szerint történik a termék minőségének biztosítása érdekében.
1. Fedélkészítés
A gyártott acéllapok anyagának általánosan öntött kötél vagy lap van az alapanyaga. A kötél előkészítése magja a tisztítás, az oxidskálák vagy más szennyezések eltávolítása a felületről.
2. Fűtés
A kötél egy magas hőmérsékletű fűtőkamrába kerül, a kamra hőmérséklete általában 1100 ℃ és 1250 ℃ között van. A fűtés célja, hogy növelje a kötel rugalmasságát, hogy nagy deformációkat hozzon létre a későbbi nyomófolyamat során, anélkül, hogy töréshez vagy robbanáshoz vezetne. A fűtési idő szorosan kapcsolódik a kötél méretéhez és anyagához, és a hőmérséklet ellenőrzése létfontosságú annak elkerülése érdekében, hogy túlmelegesüljön és túl lágy vagy oxidált anyaggal térjen vissza.
3. Kezdeti nyomás
A rúd felmelegedése után az előkeverékes gurítókba kerül előállításra. Az előkeverék elsődleges célja, hogy jelentősen tömörítsen a kezdeti vastagságból egy közvetlen műveleti méretre, amely közel van a végső vastagsághoz. A gurítási folyamat során a fémmaterial belső szerkezete lassan változik, a kristálycsoportok összetömörödnek és kinyúlódnak, valamint a tényezők egyenletes eloszlása történik.
4. Végállomány
A végállomány folyamata általában több gurítási átmenettel jár, mindegyik tovább csökkenti a anyag vastagságát, hogy elérje a kívánt méreteket. A végállomány szakaszában a hőmérséklet és nyomás ellenőrzése különösen fontos a anyag vastagságának és mechanikai tulajdonságainak egyenletes megfeleléséhez.
5. Hűtés és véglegesítés
A végrehajtás után a forráskerékpárkás rosttalan acél lap egy sor hűtési műveletet végez, hogy fokozatosan csökkentse a hőmérsékletét. A hűtés sebessége és módja közvetlen hatással van a végső anyag teljesítményére. Egyes esetekben a forráskerékpárkás rosttalan acél lap további kijogatási és vágási műveleteket is elvégezhetnek, hogy egy sírásos, szabványos méretű darabot kapjanak.
6. Felszínkezelés
A forráskerékpárkás rosttalan acél lap felülete általában oxid-szegélyel rendelkezik. Oxidréteg eltávolítása és a felület minőségének javítása utáni felületi kezelés után, például savforgalomban vagy lökhullám kezelés után történik. Egyes esetekben további felületi kezelést, például pólvonást és bevonóztatást végeznek a vevő igényei szerint.
Szerkezeti acél: általános szerkezeti acél és zárt szerkezeti acél gyártása, főként acél szerkezetek, hidak, hajók és járművek gyártására használják.
Éghajlati acél: speciális elemek (P, Cu, C stb.) vannak hozzáadva, amelyek jó rovarmentőséggel és éghajlati rovarmentőséggel rendelkeznek. Használatos tárolók, speciális járművek és építési szerkezetek gyártásában.
Autóbeli szerkezeti acél: jó FORMÁLHATÓSÁGGAL és összefonódási tulajdonságokkal rendelkező magas erősségű acél lapok autók gyártásában vannak alkalmazva.
Acéllapok csövekhez: jó feldolgozhatósággal és nyomásérzetlenséggel rendelkeznek, és használatosak magas nyomású gáznyomásos tárolók gyártására, amelyekben kevesebb, mint 500 liter LPG, etilén-gáz és különféle gázok találhatók.
Magas nyomású tárolókhoz készült acéllapok: jó feldolgozhatósággal és nyomásérzetlenséggel rendelkeznek, és használatosak magas nyomású gáznyomásos tárolók gyártására, amelyek LPG-t, etilén-gázt és különféle gázt tartalmaznak.
Rèzlapok: a rèz jó részbenfolyó-ellenállású, főként az élelmiszeriparban, műtéti eszközökben, a repülőiparban, olajiparban, kémiai iparban és más iparágakban használják.











 Fényes hírek
Fényes hírek