Proces proizvodnje toplo valjenih ploča od nerđavog čelika
Sep 11, 2024
Toplo valjanje je relativno u odnosu na hladno valjanje. Hladno valjanje je valjanje ispod temperature rekristalizacije, dok je toplo valjanje valjanje iznad temperature rekristalizacije. Dakle, šta je toplo valjanje? Šta su proizvodni proces i upotreba toplo valjenih nerđajućih čelikovitih ploča? Saznajmo to zajedno!
Šta je toplo valjanje?
Toplo valjanje je proces prerade metala koji se odnosi na grejanje metalnih materijala do temperature više od njihove temperature rekristalizacije (obično između 900 ° C i 1300 ° C), a zatim ih kompresiju i protirenu u željenu formu i debljinu kroz valjke. Temperatura rekristalizacije je ključni parametar metalnih materijala. Kada temperatura premaši temperaturu rekristalizacije, crstovi u materijalu će se ponovo rasporediti i postati jednolikim i sitnijim, što smanjuje verovatnoću da se materijal slomi i koncentruje napetost tijekom plastične deformacije.
Proces topnog valjanja može da obradi niz metalnih materijala. Najčešća primena uključuje proizvodnju čelikovitih ploča, čelikovitih traka, čelikovitih cevi i slično. U slučaju nerđajućeg čelika, topno valjanje ne samo što poboljšava njegove fizičke osobine, već i kvalitet površine, čime stvara temelj za sledeći proces hladnog valjanja.
Osnovni princip topnog valjanja:
Tijekom procesa topnog valjanja, metalna bilija se obično greje u visokotemperaturnoj pećini, a zatim ulazi u grubi i fini valjaci za seriju operacija valjanja. Taj proces uzrokuje veliku produženu deformaciju, tako da se unutrašnja struktura metala reorganizuje, zrna se usavršavaju, a mehaničke osobine materijala se poboljšavaju.
Prednosti topnog valjanja:
Visoka efikasnost proizvodnje:
Zbog toga što se pri vrućem valjanju može procesirati metal na visokoj temperaturi, plastičnost materijala je dobra i u kratkom vremenu se može izvršiti veliki deformacije. Stoga vruće valjanje ima visoku proizvodnju efikasnost i prilagođeno je masovnoj industrijskoj proizvodnji.
Može da obradi metale velike dimenzije i debljine:
Proces vrućeg valjanja može obraditi deblje metale bilge tako da se nakon više prolaza valjanjem dobiju deblji pločovi ili drugi proizvodi.
Jednolika deformacija materijala:
Vruće valjanje može da ukloni unutrašnji napetosti u metalnim materijalima kroz visoke temperature i izbegne prelamanje materijala uzrokovano koncentracijom napetosti tijekom hladnog valjanja. Tijekom procesa rekristalizacije, čestice materijala se ponovo raspoređuju kako bi se dobila jednolika struktura materijala.
Poboljšana mehanička svojstva:
Zbog toga što se prilikom vrećeg valjanja materijala izrafiniraju interna zrnova, njegove mehaničke osobine znatno se poboljšavaju. Specifično, povećava se otržljivost materijala, poboljšava se tegobni otpor i produžava se životni vek pri cikličnom opterećenju.
Smanjen potrošnja energije:
Potrošnja energije prilikom vrećeg valjanja je relativno niska jer se obavlja na visokoj temperaturi. U poređenju sa hladnim valjanjem, vreo valjanje zahteva manju potrošnju energije.
Proces proizvodnje vreo-valjenih čelikastih ploča:
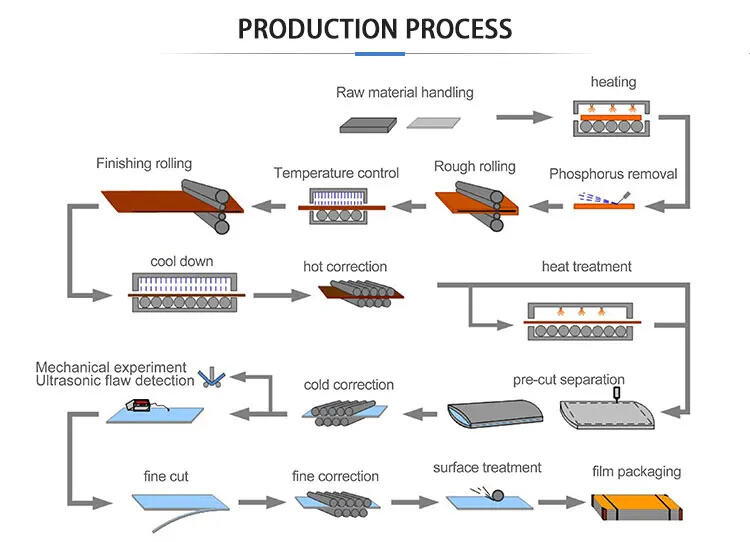
Proces proizvodnje vreo-valjenih nerđavih čelikastih ploča može se podeliti na nekoliko glavnih faza, od početnog grejanja metala, preko valjanja do konačne obrade površine, a svaki korak zahteva strogu kontrolu i operaciju kako bi se osigurala kvaliteta proizvoda.
1. Priprema billeta
Pocetni materijal za toplu valčanu nerđajuću čeliku obično je litina ili ploča. Priprema litine uključuje čišćenje, sa ciljem uklanjanja oksidnih škrlji i drugih nepoželjnih tvari s površine.
2. Grejanje
Litina se upušta u visoko temperaturnu peć, a temperatura u peci obično iznosi između 1100 ℃ i 1250 ℃ °C. Cilj grejanja jeste poboljšanje plastičnosti litine kako bi mogla da izdrži velike deformacije bez traskanja ili loma tokom sledećeg procesa valčanja. Vreme grejanja je blisko povezano sa dimenzijama i materijalom litine, a kontrola temperature je ključna da bi se izbeglo pregrevanje koje može da uzrokuje previše mekost ili oksidaciju materijala.
3. Prelazno valčanje
Nakon što se poluga zagreje, upušta se u prvu valju za prethodno valjanje. Glavna namena prethodnog valjanja je znatno smanjiti debljinu poluge sa početne debljine na neki proračunati dimenzioni obim blizu konačnoj debljini. Tijekom procesa valjanja, unutrašnja struktura metalnog materijala se postepeno mijenja, čestice su stisnute i produžene, a napetosti su ravnomjerno distribuirane.
4. Završna obrada
Završni proces obično uključuje više prolaza valjanja, svaki od kojih dalje smanjuje debljinu materijala kako bi se dostigle željene dimenzije. Tijekom završnog razreda, kontrola temperature i tlaka je posebno važna kako bi se osigurala jednolika debljina i mehanička svojstva materijala.
5. Hlađenje i završna obrada
Nakon završetka, ploča od toploprotenog nerđajućeg čelika će proći kroz seriju hlađenja kako bi se postepeno smanjila njena temperatura. Brzina i način hlađenja imaju direktni uticaj na performanse krajnjeg materijala. U nekim slučajevima, ploča od toploprotenog nerđajućeg čelika može takođe da prodje daljim ravnanjem i režanjem kako bi se dobila ravan standardna veličina.
6. Površinska obrada
Površina ploče od toploprotenog nerđajućeg čelika obično ima oksidnu škalu. Nakon površinske obrade kao što su kiselog izbojanje ili štapanje, oksidna sloja se uklanja i poboljšava se kvalitet površine. U nekim slučajevima, prema potrebama kupaca, vrše se dodatne površinske obrade kao što su ciljanje i oblaganje.
Primena toploprotenih ploča od nerđajućeg čelika:
Konstruktivni čelik: proizvodi se opšti konstruktivni čelik i spajani konstruktivni čelik, glavno koristi se za proizvodnju čelikastih konstrukcija, mostova, brodova i vozila.
Oksidacijski ocel: dodaju se posebne elementi (P, Cu, C itd.), koji imaju dobru otpornost na koroziju i otpornost na atmosfersku koroziju. Koristi se u proizvodnji spremnika, posebnih vozila i građevinskih struktura.
Automobilski konstruktivni ocel: koriste se visokojačni odelini sa dobrim performansama pri štampanju i svarenju za proizvodnju automobila.
Odeline za čevske ocele: sa dobrim procesiranim performansama i kompresionom jačinom, koriste se za proizvodnju visokotisnih pritisknih posudi s zapreminom manjom od 500, napunjenih LPG-jem, acetilenom i raznim plinovima.
Odeline za visokotisne posude: sa dobrim procesiranim performansama i kompresionom jačinom, koriste se za proizvodnju visokotisnih pritisknih posudi napunjenih LPG-jem, acetilenom i raznim plinovima.
Ploče od nerđajućeg čelika: nerđajući čelik ima dobru otpornost na koroziju i glavno se koristi u prehrambenoj industriji, kirurškom opremi, aerokosmičkoj industriji, naftnom, hemijskoj industriji i drugim industrijama.











 Veste vruće
Veste vruće