Procesi Produktiv i Plakave të Thelloshme të Larguara
Sep 11, 2024
Llamtimi i nxehtë është relativ me llamimin e ftohtë. Lërimi i ftohtë është duke rrokitur nën temperaturën e rikristalizimit, ndërsa lërimi i nxehtë është duke rrokitur mbi temperaturën e kristalizimit. Pra, çfarë është rrotullimi i nxehtë? Cili është procesi i prodhimit dhe përdorimi i pllakave të palosura me çeliku inox? Le të mësojmë së bashku!
Çfarë është rrotullimi i nxehtë?
Llamtimi i nxehtë është një proces përpunimi i metaleve që i referohet ngrohjes së materialeve metalike në një temperaturë më të lartë se temperatura e tyre e rikristalizimit (zakonisht midis 900 °C dhe 900 °C). ° C dhe 1300 ° C), dhe pastaj t'i shtypësh dhe t'i shtrëngosh në formën dhe trashësinë e dëshiruar përmes rrotullave. Temperatura e rikristalizimit është një parameter kryesor i materialeve metalike. Kur temperatura tejkalon temperaturën e rikristalizimit, kokrrat në material do të riorganizohen dhe do të bëhen më të njëtrajtshme dhe të mira, duke e bërë më pak të mundshme që materiali të thyhet dhe të përqendrohet në stres gjatë deformimit plastik.
Procesi i rrotullimit të nxehtë mund të përpunojë një larmi materialitesh metalike. Aplikimet më të zakonshme përfshijnë prodhimin e pllakave të çelikut, barrave të çelikut, tubave të çelikut, etj. Për çelikun inox, valcimi i nxehtë jo vetëm që mund të përmirësojë vetitë e tij fizike, por gjithashtu të përmirësojë cilësinë e sipërfaqes së
Parimi themelor i rrotullimit të nxehtë:
Gjatë procesit të rrotullimit të nxehtë, fletëmetali zakonisht ngrohet nga një furrë ngrohje me temperaturë të lartë, dhe pastaj hyn në mulin e thyerjes dhe mulin e përfundimit për një seri operacionesh të rrotullimit. Ky proces do të prodhojë një zgjatje dhe deformim të madh, në mënyrë që struktura e brendshme e metalit të riorganizohet, kokrrat të rafinohen dhe të përmirësohen vetitë mekanike të materialit.
Përfitimet e rrotullimit të nxehtë:
Efektivitet i lartë i prodhimit:
Për shkak të faktit që rrotullimi i zeztë mund të procesoj materialin metalik në temperaturë larg, plasticiteti i materialeve është i mirë dhe mund të ndryshojë shumë në kohë të shkurtër. Pra, rrotullimi i zeztë ka efikasitet larg në prodhim dhe është i përshtatshëm për prodhim të madh në industrie.
Mund të procesoj metale me dimenzione të mëdha dhe depi të pafatshme:
Procesi i rrotullimit të zeztë mund të procesoj billetat metallike më të pafatshme, për të arritur plaksë më të pafatshme ose produkte të tjera pas disa larg rrotullimeve.
Ndryshimi i njëform të materialeve:
Rrotullimi i zeztë mund të hiq stresin e brendshëm nga materialet metalike përmes temperaturës larg dhe të shmang shkatërimit e materialeve për shkak të koncentrimit të stresit gjatë rrotullimit të ftohtë. Gjatë procesit të rikristallizimit, granat e materialeve rikujdessin për të arritur një strukturë më të njëform të materialeve.
Përmirësim i vetive mekanike:
Për shkak të afërimit të granelave të brendshme të materjalit gjatë procesit të rrotullimit në ligje, përmendja mekanike e tij përmirësohet së varfisht. Specifikisht, largimi i materjali rritet, fortia e trekthjes përmirësohet dhe jetesia e largimit të ulët zgjerohet.
Zvogëlatur konsumi i energjisë:
Konsumi i energjisë për rrotullim në ligje është i vogël për shkak se kryhet në temperaturë larg. Larg nga rrotullimi në ftohte, rrotullimi në ligje kërkon më pak konsum të energjisë.
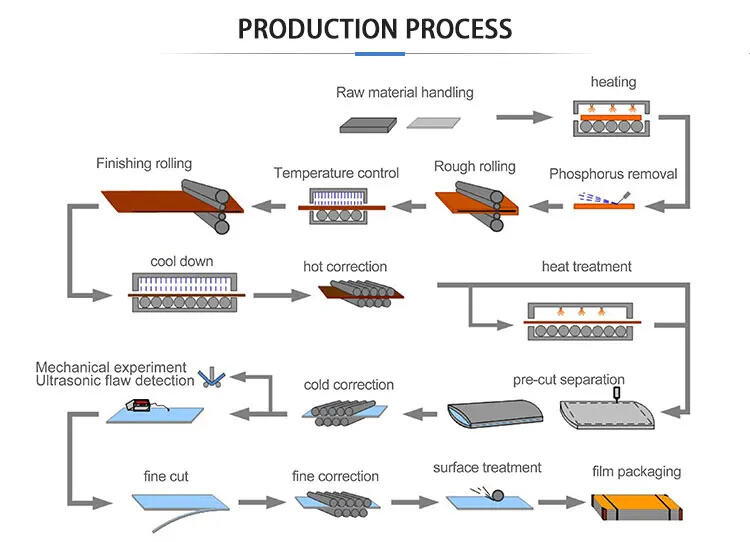
Procesi i prodhimit të plakeve të çeljsit të rrotulluar në ligje:
Procesi i prodhimit të plakeve të çeljsit të rrotulluar në ligje mund të ndahet në disa faza kryesore, prej rritjes së parash të metaleve, rrotullimit deri në trajtimin e fundit të sipërfaqes, secila hapi kërkon kontroll të ngushtë dhe operacion për të siguruar cilësinë e produkteve.
1. Përgatitja e billetës
Materiali origjinal për plakin e açoit të rrotulluar me gjak termik zakonisht është billet ose slab i lushtimit. Përgatitja e billet-it përfshin trajtimin e tij për pastrojen, largimin e skales së oksidit ose të tjera larg dhe larg impurta në sipërfaqe.
2. Larg
Billet-i u ftohi në një kujfër termik me temperaturë larg, dhe temperatura në kujfër zakonisht është mes 1100 ℃ dhe 1250 ℃ Temperatura e largimtar është që të përmirësojë elasticitetin e billet-it, në mënyrë që të jetë në gjendje të prodhojë deformime të mëdha pa të shkatërrohet apo të ndani gjatë procesit të uljes të pasme. Koha e largimtarisë është e lidhur ngusht me zgjerimin dhe materiale të billet-it dhe kontrolli i temperaturës është thelbësor për të shmangur largimin e shumë dhe për të shmangur se materiali të bëhet shumë larg dhe të oxidohet.
3. Ulje e gjer
Pas saj se billeti është zvarritur, ai përdoret në rulatër për rulimin fillestar. Larg dhe rreth objektit të rulimit fillestar është të largohen billetet nga depthesia fillestare deri në një madhësi të procesuar të larg dhe rreth objektit që është e afërshme me depthesinë finale. Gjatë procesit të rulimit, struktura e brendshme e materialeve metalike ndryshon vlera, granelt janë të shtypura dhe të zgjeruara, dhe presioni shpërndahet në mënyrë të barabartë.
4. Përfundim
Procesi i përfundimit përfshin rasti shumë pas dhe ruli, secila prej tyre larg dhe shtyp depthesinë e materialeve për të arritur kërkesat e madhësive dëshiruara. Gjatë fazës së përfundimit, kontrolli i temperaturës dhe presionit është veçanërisht e rëndësishme për të siguruar uniformitetin e depthesisë dhe vetitë mekanike të materialeve.
5. Zgjerim dhe përfundim
Pas përfundimit, plaka e acjarshme me açoje të larguara do të kalon në një serie operacione rrefilluese për të ulur gradinë e saj vijor. Shpejtësia dhe metoda e rrefillit kanë një ndikim drejtpërdrejtë në performancën e materialit final. Në disa raste, plaka e acjarshme me açoje të larguara mund të kalon gjithashtu në operacione të pasditeshme si drejtësim dhe larg dhe për të marrë një formë të rradhitur dhe madhësi standard.
6. Tratime sipërfaqe
Sipërfaqja e placës së acjarshme me açoje të larguara zakonisht ka një skallë oksidike. Pas trajtimit të sipërfaqes si zbatimi i asidit ose bombardimi me shkronjë, layeri i oksidit mund të hiqet dhe kualiteti i sipërfaqes të përmiratë. Në disa raste, trajtimi i sipërfaqes mund të vazhdojë me trajtime të tjera si politikimi dhe kapakim sipas nevojave të klientit.
Aplikimi i Placave të Acjarshme me Açoje të Larguara:
Aço struktural: prodhonhet aço struktural i përgjithshëm dhe aço struktural lidhur me varg, përdoret kryesisht në prodhimin e strukturave të açosha, ligjeve, lojterëve dhe vijeve.
Çeli i larg dhe i korrozionit: elemente veçanta (P, Cu, C, etj.) janë shtuara, e ka një resistencë të mirë ndaj korrozionit dhe korrozionit atmosferik. Përdoret në prodhimin e kapaciteteve, vatrave speciale dhe strukturave ndërbënuese.
Çelësi struktural për automjet: plakinat e çelsit me forçë larg dhe performancë të mira në zbatim dhe lidhje përdoren në prodhimin e automjeteve.
Plakat për rryget e çelsit: me performancë të mira procesimi dhe forçë të thellë, përdoren për të prodhuar kapacitete të forcave larg të gazit në sipërfaqe të larta me vellim më poshtë 500 të mbushur me LPG, gaz acetilèn dhe gase të ndryshme.
Plakat për kapacitete të forcave larg: me performancë të mira procesimi dhe forçë të thellë, përdoren për të prodhuar kapacitete të forcave larg të gazit të mbushur me LPG, gaz acetilèn dhe gase të ndryshme.
Plakat e acjël: acja ka një rezistencë të mirë ndaj korozionit dhe përdoret kryesisht në industrijën e ushqimit, ekipimente kirurgjike, aero-kosmike, petrol, industrija kimike dhe tjera.











 Lajme të nxehta
Lajme të nxehta 