Rulimi i qarqit është i identifikur me rulimin e ftohtë. Rulimi i ftohtë është rulim nëpër temperaturën e rikristallizimit, ndërkohë që rulimi i qarqit është rulim larg dhe përmes temperaturës së kristallizimit. Në artikullin e meparshem, ne e kemi përshkruar detajisht plakat e aço it të ruluar në qarq. Pra, sot, le të shikojmë plakat e aço it të ruluar në ftohte!
Çfarë është Plaka e Aço it të Ruluar në Ftohte?
Plaka e aço it të ruluar në ftohte është një materjal i prodhuar duke zgjedhur dhe ruluar plakat e aço it në temperaturë të rëndomtare. Kjo teknologji procesimi mund të përmirësojë thelbësisht fortin, kualitetin e sipërfaqes dhe precizionin e gabaqeve të aço it. Larg dhe krahasuar me plakat e aço it të ruluar në qarq, plakat e aço it të ruluar në ftohte janë më të hafërta, më të leva dhe kanë akuracijë më të larg dimensionale.
Procesi i rrotullimit të ftohtë mund të procesojë larg tepër hot-rolled plakinat e acjarit të qenjë për të arritur gaba më të vegjël ndërkohë që përmirëson strukturën dhe kualitetin e sipërfaqes së materialit. Përgjithësisht, gaba e plakinave të acjarit të rrotulluara të ftohtë zmadhon nga 0.5 mm deri në 3 mm, por ka edhe disa materiale super-të hollë me gabim si vërtet 0.1 mm ose më pak.
Principi Bazik i Rrotullimit të Ftohtë:
Procesi i rrotullimit të ftohtë bëhet kur çeli gjendet pa u rritur në temperaturën e rikristallizimit, kështu që asnjë deformim plastik i thellë nuk ndodh gjatë procesit të rrotullimit të ftohtë. Plakat e rrotulluara të ftohtë zakonisht rrotullohen shumë herë për të larguar gradatëisht gabin, për të përmirësuar fortin dhe hartësinë e materialit.
Për të eliminuar stresin brendor që lind nëpërmjet procesit të rrotullimit të ftohtë, plakat e acjëlueshme të afermit të ftohtë zakonisht duhet të pasqyrohen për të rikthyer një larg dhe ekstendim të caktuar. Njëherë, trajtimi me asid ndihet për të larguar e bota nga sipërfaqja dhe për të përmirësuar larg dhe rezistencën korozive të plakës.
Karakteristikat e Plakave të Afermit të Ftohtë të Rrotulluara të Ftohtë:
Larg sipërfaqe:
Plakat e afermit të ftohtë të rrotulluara të ftohtë rrotullohen në temperaturë të rrethshme dhe procedura e prodhimit kontrollohet thelbësisht, kështu që kaliteti i sipërfaqes është shumë larg. Plakat e afermit të ftohtë të rrotulluara të ftohtë zakonisht paraqesin një sipërfaqe të lehtë dhe të lehtë. Pas trajtimeve të ndryshme të sipërfaqes (si 2B, BA, 8K, etj.), efekte spjoq apo ndonjëj烬 pajisje dekorative tjera mund të arriten.
Larg si dimensionale:
Procesi i rrotullimit të ftohtë kontrollon me akuratesi gaba dhe madhësinë e plakeve për shpëtim të varet rrotullimi, kështu që tolerancat e gabadhënive dhe larg dhe gjerësia e plakave të afermarrjeve të ftohtë të acjarit janë shumë vogla dhe akurata dimensionale është larg.
Përvojta mekanike të mira:
Pas rrotullimit në temperaturë të therrmë, forta dhe trilja e plakave të afermarrjeve të ftohtë të acjarit rriten në krahasim me plakat e afermarrjeve të ndriçuar në gjak, dhe procesi i afërmit të ftohtë optimizon strukturën e granelave të materialit dhe rrit forcinë të traktonit, forcën e paraqitshme dhe triljen e materialit. Pse afërmi i ftohtë rrit forcinë e materialit, ai mund të largojë edhe shkallësinë e tij, kështu që është e nevojshme të mbajtë në parasysh lidhjen mes tyre në përdorim.
Resistencë korozive e fortë:
Larg dhe vetë ka një resistencë korozive e fortë. Plaka e lagjshme të larg dhe vetë ka një sipërfaqe shumë e ngushtuar dhe e lehtë, e cila zvogëlon liganjen e ndryshoreve poluante dhe korozive, duke përmirësuar më tepër këtë atribut të saj. Veçanërisht pas trajtimit të sipërfaqes, ajo ka një aftësi korozive më të rëndësishme në mjedise larg dhe të gjitha, asidike apo bazike.
Fenomeni i bardhësisë së punës:
Plaka e lagjshme të larg dhe vetë kalon në një fenomen të bardhësisë për shkak të deformacionit të kristaleve gjatë procesimit, e cila rrit forcën e saj por zvogëlon elasticitetin. Pra, në disa aplikime, plakat e lagjshme duhet të trajtohen për të hequr efektin e bardhësisë dhe për të rikthyer elasticitetin dhe dukshmarrjen e materialeve.
Procesi i prodhimit të plakës së lagjshme të larg dhe vetë:
1.Paregatimi i materialeve baze:
Plaka e aq të thellesur prodhohet duke përdorur si materiale baze plakën e aq të thellesur. Gjatësia e plaques së aq të thellesur është më e madhe, dhe ai largohet me procesin e thellesjes në ngrohtje.
2. Pastrojmë materiale të therrera:
Plaka e aq të thellesur do të lidhet me skallat e oksidimit dhe larg dhe materialeve duhet të pastrohen para se të hyjnë në procesin e thellesjes në ngrohtje. Metodat e zakonshme për pastërime përfshijnë asidhjen, shpilshmërinë bazike, etj., për të larguar oksidet e sipërfaqes, ulin e tjerët për të siguruar një sipërfaqe të glatë të plaques gjatë thellesjes në ngrohtje.
Për shembull: Largimi me asid: Largimi me asid është përdorimi i asidit (si asidi salfurik, asidi hidroklorik) për të trajtuar çelgjen rrotulluar në lig dhe për të larguar skallën e oksidit në sipërfaqen e saj. Gjatë procesit të largimit me asid, plaka e çelgjes imerohet në asid, dhe skalla e oksidit zhvendoset dhe largohet. Pas përfundimit të largimit me asid, sipërfaqja e plakës së çelgjes bëhet e lehtë dhe e rrafshme, gati për procesin e pasdites të rrotullimit të ftohtë.
3. Procesi i rrotullimit të ftohtë:
Procesi i rrotullimit të ftohtë ndahet në shumë kalime të rrotullimit, secila prej të cilave largon gruabinë e plakës dhe siguron një gruabë të barabartë duke ujdisur presionin e rulatërve. Normalisht, plakat e çelgjes të hapur të thellë mund të rrotullohen deri në gruabi të shumë të hafër dhe të mbajnë fortin e larg.
4. Anjalim i mesem:
Gjatë procesit të rulimit thell, materiali do të prodhonte stres intern të madh pas disa pasesh rulimi. Për të larguar këto stresse të brendshme dhe për të paralajmëruar se materiali ndjeket ose formohet gjatë procesimit shtes, zakonisht bëhet njehullim i mesem. Njehullimi i mesem zakonisht bëhet kur rulohet në gaba të mesëm, duke e larguar plakinë metalore në temperaturën e rikristallizimit për të rikthyer strukturën e granelave të brendshme.
5. Njehullim vazhdimor apo njehullim me kapak:
Procesi i njehullimit ndahet në dy lloje: njehullim vazhdimor dhe njehullim me kapak. Njehullimi vazhdimor plotësohet në linjë produksion, duke kaluar nëpër rritje të shpejtë dhe hivje të ngushta, i cili është i përshtatshëm për produksion të mëdhenj. Njehullimi me kapak është qëndrim i materialit në një kuzhin kapakluar për një kohë të gjatë për njehullim. Procesi i njehullimit mund të largojë efektivisht tërheqjen e punës dhe të përmirësojë elasticitetin dhe rezistencen e materialit.
6. Tratime sipërfaqe:
Plaka e açoit të pasur të holuara që është qenuar mund të trajtohet më tej në sipërfaqe. Metoda trajtimit e përbashkët për sipërfaqe përfshijnë poliment, pikling, pasivim, lindje me lini, etj., për të plotësuar nevojat e ndryshme skenare aplikimi. Polimenti mund të bëjë sipërfaqen e açoit të pasur më të leht, dhe piklingu mund të hiqë skallën e oksidit që formohet gjatë procesimit.
7. Inspeksion i fundit dhe embalim:
Pas përfundimit të prodhimit të plakës së açoit të pasur të holuara, ne do ta inspektojmë shumilarg kualitetin e saj. Larg dhe elementet e inspeksionit përfshijnë rregullimin e pafajsisë, kualitetin e sipërfaqes, vetitë mekanike, etj. Plakat e açoit të pasur të holuara të kaluara kontrolli do të përfshihen në një embalim të duhur për të parandaluar dëmtimin gjatë transportit. Mjetet e embalimit tona përfshijnë kartelë anti-rrost, film plastik dhe kutia e lignit.
Aplikime të Plakave të Açoit të Pasur të Holuara:
Industria e pajisjeve shtëpiake: korporatat e lagjërave, mashinave për lavim, mikrovalave, etj.
Larg dhe dekorimi: larg, dritare, ralet e dorës, dekorime mure, etj.
Industria automobilistike: pjesë të automjeteve, si sisteme të ekzhaushtit, trimet e korpinj, etj.
Instrumente të precize: korpore të pajisjeve elektronike dhe instrumenteve të prescizave.


 Larg sipërfaqe:
Larg sipërfaqe:  Industria e pajisjeve shtëpiake: korporatat e lagjërave, mashinave për lavim, mikrovalave, etj.
Industria e pajisjeve shtëpiake: korporatat e lagjërave, mashinave për lavim, mikrovalave, etj. 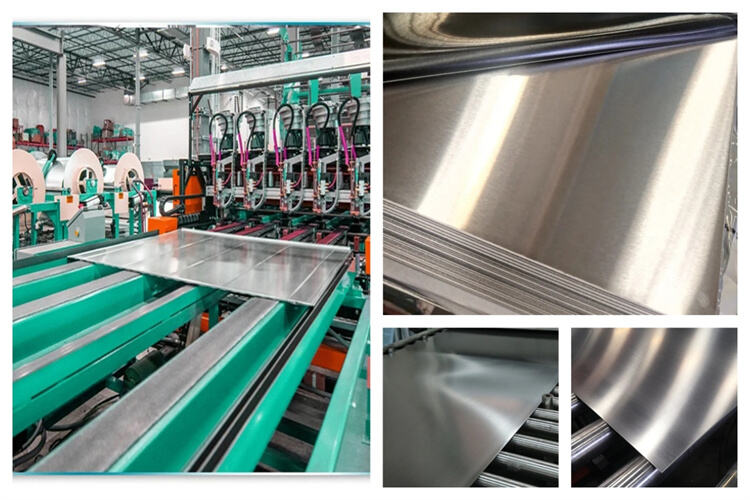






 Lajme të nxehta
Lajme të nxehta 