Karstvalkātas neatkrāvojamās plāksnes ražošanas process
Sep 11, 2024
Siltā valkāšana ir relatīvi salīdzinot ar dzeltenu valkāšanu. Dzeltēna valkāšana notiek zem recrystalizācijas temperatūras, savukārt siltā valkāšana notiek pāri kristalizācijas temperatūrai. Tad ko nozīmē silta valkāšana? Kāds ir ražošanas process un lietojums saistībā ar silto valkāto neatkarīgo stieņu plāksnēm? Mācīsimies par to kopā!
Ko nozīmē silta valkāšana?
Siltā valkāšana ir metālu apstrādes process, kas nozīmē metāla materiālu izsilnošanu līdz temperatūrai, kas augstāka nekā recrystalizācijas temperatūra (parasti starp 900 ° C un 1300 ° C), un pēc tam to kompresiju un strēķi uz vēlamo formu un biežumu caur valkeriem. Recrystalizācijas temperatūra ir galvenais parametrs metālu materiāliem. Kad temperatūra pārsniedz recrystalizācijas temperatūru, materiāla cietaini pārkārtosies un kļūs vienmērīgākas un smalkākas, tādējādi samazinot iespēju materiālam sadalīties vai radīt sprieguma koncentrāciju plastiskajā deformācijā.
Karstā līdzenošanas procesa laikā var apstrādāt dažādus metāla materiālus. Biežākais pielietojums iesniedzas stieņu plāksnēm, stieņu tērpjiem, caurullēm utt. izgatavošanā. Nerūstamajam stiepam karstā līdzenošana ne tikai uzlabo tā fiziskos īpašības, bet arī uzlabo tā virsmas kvalitāti, tādējādi veidojot pamatu nākamajam karstā līdzenošanas process.
Karstā līdzenošanas pamatprincips:
Karstā līdzenošanas procesa laikā metāla šķemblokis parasti tiek uzmukts augsttemperatūras muļķības krāsnī, pēc tam tas iet roughing un finishing gredzenos, lai veiktu vairākas līdzenošanas darbības. Šis process radīs lielu pagarinājumu un deformāciju, kas savukārt pārstrādā metāla iekšējo struktūru, uzlabo klātbūtnes un materiāla mehāniskos īpašības.
Karstā līdzenošanas priekšrocības:
Augsta ražošanas efektivitāte:
Tā kā karstais valkāšanas processļauj apstrādāt metālu augstā temperatūrā, materiāla plastiskums ir labs un var ļoti ātri veikt lielu deformāciju. Tāpēc karstajai valkāšanai ir augsta ražošanas efektivitāte un tā ir piemērota lielmai mērogā industriālai ražošanai.
Var apstrādāt lielu izmēru un biežuma metālus:
Karstā valkāšana var apstrādāt biežākus metāla sliedzienus, lai pēc vairākiem valkāšanas gājieniem iegūtu biežākas plāksnes vai citus produktus.
Materiāla vienmērīga deformācija:
Karstā valkāšana var novērst metāla materiālā esošos iekšējos spiedienus, izmantojot augstu temperatūru, un novērst materiāla sadalīšanos, ko izraisītu sprieguma koncentrācija, kas notiek kalnā valkāšanā. Pārcristalizācijas procesā materiāla daļiņas tiek pārkārtotas, lai iegūtu vienmērīgāku materiāla struktūru.
Uzskaņoto mehānisko īpašību uzlabošana:
Jo materiāla iekšējie kristāli tiek uzlaboti karstas lodes procesā, tas uzlabo materiāla mehāniskās īpašības. Konkrēti, palielinās materiāla daiļa, uzlabojas vilciena stiprums un samazinās noguruma periods.
Samazināta enerģijas patēriņa:
Karstās lodes enerģijas patēriņš ir neliels, jo tas notiek augstā temperatūrā. Salīdzinājumā ar kalnu lodi, karstai lodei nepieciešams mazāks enerģijas patēriņš.
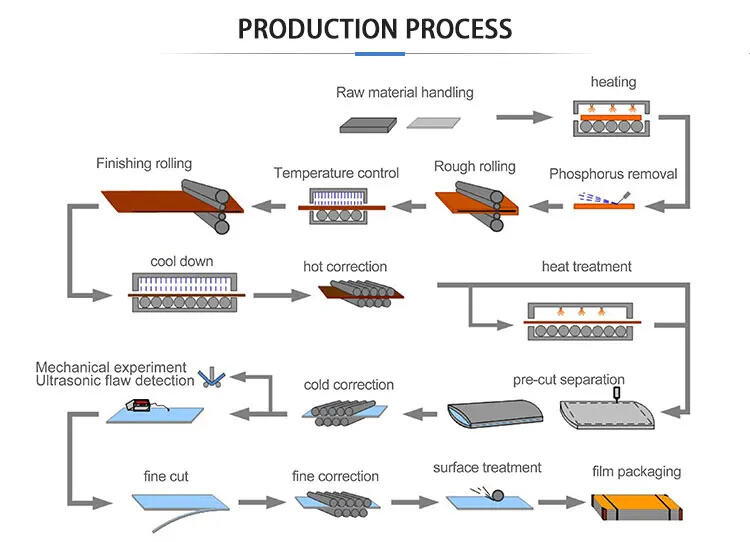
Karstās lodes nestierovā plāksnes ražošanas process:
Karstās lodes nestierovā plāksnes ražošanas process var tikt sadalīts vairākos galvenajos posmos, no metāla sākotnējās sasilšanas līdz galējai virsmas apstrādei, katru soli nepieciešams strikti kontrollēt un veikt, lai nodrošinātu produktu kvalitāti.
1. Bloka sagatavošana
Hot-rolled stainlēšanas plāksnes sastāvdaļa parasti ir izgatavota no līdztelpas vai slieksnja. Slieksnja gatavošana ietver tā tīrīšanu, noņemot oksīda skalu vai citus neviļņus no virsmas.
2. Sildīšana
Slieksnjs tiek ievietots augsttemperatūras siltības krāsnē, un krāsns temperatūra parasti ir starp 1100 °C un 1250 °C . Sildīšanas mērķis ir uzlabot slieksnja plastiskumu, lai to varētu pārvērst lielās deformācijās nesagraujoties vai nelūžoties nākamajā valkāšanas posmā. Sildīšanas laiks ir tuvu saistīts ar slieksnja izmēriem un materiālu, un temperatūras kontrole ir būtiska, lai izvairītos no pārsildīšanas un materiāla pārāk mīkstināšanas vai oksidēšanas.
3. Preliminarā valkāšana
Pēc tam, kad biljete ir uzmukamēta, tā tiek ieviesta sākotnējās valkāšanas mašīnā, lai veiktu prelimināro valkāšanu. Sākotnējās valkāšanas galvenais mērķis ir būtiski sašaurināt biljeti no sākotnējās bagātuma līdz apmēram, kas tuvu galējai izmēra lielumam. Valkāšanas procesa laikā metāla materiāla iekšējā struktūra pakāpeniski mainās, daļiņas tiek sašaurinātas un stiprinātas, un spiediens tiek vienmērīgi sadalīts.
4. Galvenais apstrādes posms
Galvenais apstrādes posms parasti ietver vairākas valkāšanas ciklus, katrs no kuriem vēl vairāk samazina materiāla bagātumu, lai sasniegtu nepieciešamos izmērus. Galvenās apstrādes posmā temperatūras un spiediena kontrole ir īpaši svarīga, lai nodrošinātu materiāla bagātuma un mehānisko īpašību vienmērību.
5. Mazgāšana un gala apstrāde
Pēc pabeigšanas karstizvietotā nestalīga tērauda plāksne veiks vairākas dzesēšanas operācijas, lai progresīvi samazinātu tās temperatūru. Dzesēšanas ātrums un metode tieši ietekmē galvenā materiāla īpašības. Dažos gadījumos karstizvietotajai nestalīga tērauda plāksnei var arī sekos taisnošanas un griešanas darbības, lai iegūtu līdzenu, standarta izmēru.
6. Virsmas apstrāde
Karstizvietotajai nestalīga tērauda plāksnei parasti ir oksīda slānis virsū. Pēc tādas virsmas apstrādes kā skābekļa apstrāde vai šķiedrēšana oksīdskolu var noņemt un uzlabot virsmas kvalitāti. Dažos gadījumos saskaņā ar klienta prasībām tiks veikta papildu virsmas apstrāde, piemēram, politūra un sega.
Konstrukcijas tērauds: ražo parastu konstrukciju tēraudu un svārstīto konstrukciju tēraudu, galvenokārt izmantojot to celtņu struktūru, tiltu, kuģu un transportlīdzekļu ražošanā.
Vējšargais čelns: tiek pievienotas speciālas sastāvdaļas (P, Cu, C utt.), kas nodrošina labu korozijsargu un gaisa korozijsargu īpašības. To izmanto konteineru, speciālo transportlīdzekļu un celtniecības struktūru ražošanā.
Automobiļu struktūras čelns: augstspēcīgie čelna lapiņas ar labu FORMĒŠANAS un svārstīšanas īpašībām tiek izmantotas automašīnu ražošanā.
Čelna lapiņas celiem gariem: ar labiem apstrādes un spiediena uzvaras parametriem tiek izmantotas, lai ražotu augstspiediena gāzu spiediena recipientus ar tilpumu mazāk nekā 500, aizpildīti ar LPG, etilēnu gāzi un dažādām citām gāzēm.
Čelna lapiņas augstspiediena recipientiem: ar labiem apstrādes un spiediena uzvaras parametriem tiek izmantotas, lai ražotu augstspiediena gāzu spiediena recipientus, aizpildītus ar LPG, etilēnu gāzi un dažādām citām gāzēm.
Nerūstamās telpas plāki: nerūstamā telpa ir laba korozijas atbalsta un galvenokārt tiek izmantota pārtikas nozarē, ķirurģiskajā aprīkojumā, kosmosa nozarē, naftas, ķīmijas un citās nozarēs.











 Karstās ziņas
Karstās ziņas 