Nerūdijančiojo plieno lento gamybos procesas mažais temperatūros intervalais
Sep 19, 2024
Šiltojo gryžimo atžvilgiu yra susiję su šaltuoju gryžimu. Šaltasis gryžimas yra gryžimas žemiau kristalizacijos temperatūros, o šiltojo gryžimo metu vyksta gryžimas aukščiau kristalizacijos temperatūros. Ankstesniame straipsnyje mes išsamiai aprašėme šiltojo gryžimo ausinių platus. Taigi, šiandien pažiūrime į šaltąjį gryžimą naudojamus ausinių platus!
Kas yra šaltuoju gryžimu gamintas austinis platas?
Šaltuoju gryžimu gamintas austinis platas yra medžiaga, kurios gamyboje naudojamas kompresavimas ir gryžimas normalioje temperatūroje. Ši apdirbimo technologija gali didžiai pagerinti metalo stiprumą, paviršiaus kokybę ir storio tikslumą. Palyginti su šiltojo gryžimo ausiniais platus, šaltuoju gryžimu pagaminti ausiniai platus yra šviežesni, glodesni ir turi geresnę matmenų tikslumą.
Šaltinio lipo procesas gali toliau apdoroti stesnius karštai lipomus nerūdijančių plieno lapus iki mažesnių storumių, patobulinant medžiagos struktūrą ir paviršiaus kokybę. Paprastai šaltai lipomų nerūdijančių plieno lapių storis kinta nuo 0,5 mm iki 3 mm, tačiau yra ir kai kurie superstyloi materijalai, kurių storis gali būti mažesnis nei 0,1 mm.
Šaltinio lipo pagrindinis principas:
Šaltinio lipo procesas vyksta, kai plienas nėra įšilpintas iki kristalinimo temperatūros, todėl per šaltinio lipo procesą nesikyla jokių aktyvių plastinių deformacijų. Šaltai lipomi lapai dažnai yra sukalibiavimi kelis kartus, laikantis mažinančios storio procedūros, kad būtų padidinta medžiagos stipris ir tvirtumas.
Norint panaikinti vidinę stresą, kuria susidaro per šaltųjų lizdymo procesą, šaltai lizdyti stainlijo plėtai paprastai turi būti atkarstytos, kad atkurtų tam tikrą išsigavimą ir sklandumą. Tuo pačiu metu, kisimo apdirbimas padeda pašalinti nepageidaujamus medžiagas ant paviršiaus ir pagerinti plėto glodumo bei korozijos varžymo savybes.
Šaltai lizdytų stainlijo plėtų savybės:
Aukštas paviršiaus kokybė:
Šaltai lizdytos stainlio plėtos yra lizdomos normalioje temperatūroje, o jų gamybos procesas yra griežtai kontroliuojamas, todėl jų paviršius labai aukštos kokybės. Šaltai lizdytos stainlijo plėtos dažnai turi ryški ir glodų paviršių. Skirtingais paviršiaus apdirbimo metodais (pvz., 2B, BA, 8K ir kt.) galima pasiekti veidrodžio efektą arba kitus dekoratyvius išvaizdas.
Aukšta matmenų tikslumas:
Šaltinio gavimo procesas tiksliai kontroliuoja plėtros ir dydžio plieno lizdo per kelis gavimo etapus, todėl šaltai sugautų nerūdijančiųjų plieno lizdų storio ir ploties tolerancijos yra labai mažos, o matmenų tikslumas yra aukštas.
Puikios mechaninės savybės:
Kambarinėje temperatūroje gavus, šaltai sugautų nerūdijančiųjų plieno lizdų stiprumas ir tvirtumas yra gerokai pagerinti palyginti su karščiai sugautais nerūdijančiųjų plieno lizdais. Šaltinis apdirbimas optimizuoja medžiagos granulinių struktūrą ir gerina jos traukamojo stiprumo, padaros stiprumo ir tvirtumo rodiklius. nors šaltinė apdirbimas gali padidinti medžiagos stiprumą, jis taip pat gali sumažinti jos ištemptumą, todėl naudojant būtina suderinti abiejų santykius.
Gera korozijos varžyba:
Saviregė plieno gamyba pati turi stiprią korozijos varžymo gebėjimą. Šaltai sliaustas saviregės plieno lapas turi tankų ir glodų paviršių, kas sumažina teršalų ir korozinčių medžiagų prilipimą, toliau pagerindamas jo korozijos varžymo gebėjimą. Ypatingai po paviršiaus apdorojimo jo korozijos varžymo gebėjimas yra dar reikšmingesnis drėgmiose, rūgščiuose ar baziniuose aplinkose.
Šaltinio tvirtinimo reiškinys:
Šaltai sliaustas saviregės plieno lapas kyla dėl kristalinės struktūros deformacijos perdirbimo metu, kuris padidina jo stiprumą, bet sumažina plastikalumą. Todėl kai kuriose programose šaltai sliausti lapai turi būti atkaitomi, kad panaikintų šaltinio tvirtinimo efektą ir atkuria medžiagos plastikalumą bei ištemptumą.
Šaltai sliaustų saviregės plieno lapo gamybos procesas:
1. Suvesinių medžiagų paruošimas:
Šaltai lūžtas nerūdantis plieno lapas gaminamas naudojant kaip pagrindinį medžiagą karštai lūžtą nerūdantį plieno lapą. Karštai lūžto nerūdantojo lapo storis yra didesnis, ir jis toliau sumažinamas per šaltųjų lūžimą.
2. Surowinių valymas:
Karštai lūžtas nerūdantis plieno lapas sukasi su oksido sluoksniais ir užterštymais per lūžimo procesą, ir surowinius reikia išvalyti prieš įėjimą į šaltuoju lūžimą. Populiarios valymo metodus apima kiselinis, bazine mykimas ir kt., kad pašalinti paviršiaus oksidas, aliejus ir kitus užterštymus, užtikrinant lapo glodžią paviršių per šaltąjį lūžimą.
Pavyzdžiui: Marškinimas: Marškinimas yra rūgščių (pvz., varginio arba chlorinio rūgšties) naudojimas, kad apdorotumėte karštuoju lystymu gautą geležies plaką ir pašalintumėte oksido sluoksnį jos paviršiuje. Marškinimo metu geles plokštė yra nuleidžiama į rūgštį, o oksido sluoksnis išsisklidžia ir yra pašalinamas. Kai marškinimas baigtas, geles plokštės paviršius tampa šviesus ir lygus, paruoštas sekantam šaltuoju lystymo procesui.
3. Šaltuoju lystymo procesas:
Šaltuoju lystymo procesas padalijamas į kelis lystymo etapus, kiekviename iš jų sumažinamas plakos storis ir užtikrinamas tolygus storis, reguliuojant ruliu spaudimą. Paprastai šaltuoju lystytos nerūdijamosios geles plakės gali būti lystomos iki labai mažo storio, vis tiek laikydamos aukštojo stiprumo.
4. Tarpinis atsildymas:
Per šaltą įgubimo procesą, medžiaga po kelių įgubimo etapų sukurs didelius vidaus stresus. Norint sumažinti šiuos vidaus strebus ir išvengti medžiagos sutrikimo ar deformavimosi tolesniame apdorojime, paprastai atliekama tarpinė atsiskaita. Tarpinė atsiskaita paprastai atliekama įgubant iki tarpinio storio, kuriant plieno lypą iki rekristalizacijos temperatūros, kad atstatytų vidaus granulinią struktūrą.
5. Nuolatinė atsiskaita arba segos atsiskaita:
Atsiskaitos procesas padalijamas į du tipus: nuolatinę atsiskaitą ir segos atsiskaitą. Nuolatinė atsiskaita atliekama gamybos eilutėje, per greitą šildymą ir šaldojimą, tinkamą masiniam gamybai. Segos atsiskaita yra ilgas procesas, kai medžiaga yra talpinta uždarytojo segos krosnelyje. Atsiskaitos procesas efektyviai pašalins darbo tvirtinimą ir pagerins medžiagos drąsumą bei skystumą.
6. Paviršiaus apdirbimas:
Ledo deformavimo aukso plienas, kuris buvo atkaitintas, gali būti toliau paviršiaus apdorotas. Populiarios paviršiaus apdorojimo metodus yra politūris, kisimasis, pasivačiavimas, virpėjimas ir kt., kad būtų patenkinami skirtingų panaudojimo scenarijų poreikiai. Politūris gali padaryti aukso paviršį šviesesnį, o kisimasis gali pašalinti oksido sluoksnį, kuris susidaro per apdorojimo procesą.
7. Galutinė inspekcija ir pakavimas:
Po to, kai ledinių deformavimo aukso lypės gamyba baigta, mes atliksime griežtą kokybės kontrolę. Inspekcijos punktai paprastai apima storio toleranciją, paviršiaus kokybę, mechanines savybes ir kt. Kvalifikuotos ledinių deformavimo aukso lapai bus tinkamai suakmeninti, kad būtų išvengta sunaikinimo per transportavimą. Mūsų pakavimo būdai apima antirūdžio popierius, plastikinę filmą ir medienos dėžes.
Ledinių deformavimo aukso lapelių panaudojimo sritys:
Namų technika: šaldytuvų, praustuvų, mikrobangos peilinių korporiai ir kt.
Statybos dekoracija: durys ir langai, rankovės, sienų dekoracija ir t.t.
Automobilių pramonė: automobilio dalys, pvz., išmetamųjų dujų sistemos, kėbulo apdailos ir t.t.
Tikslūs prietaisai: elektroninio aprangos ir tikslūs prietaisai.


 Aukštas paviršiaus kokybė:
Aukštas paviršiaus kokybė:  Namų technika: šaldytuvų, praustuvų, mikrobangos peilinių korporiai ir kt.
Namų technika: šaldytuvų, praustuvų, mikrobangos peilinių korporiai ir kt. 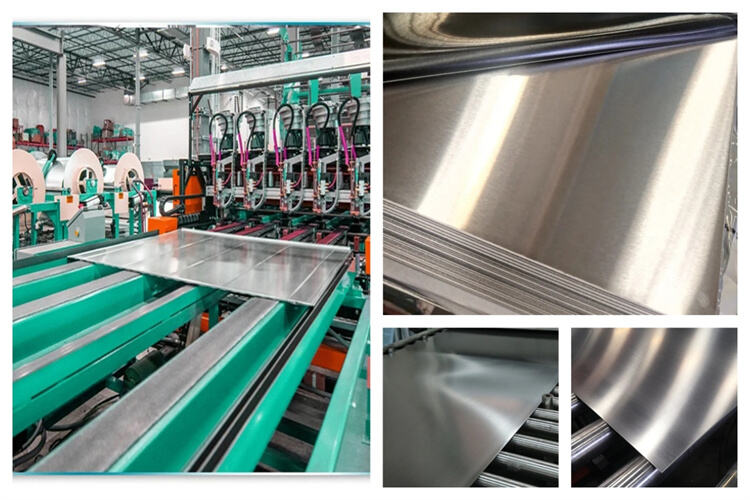






 Karštos naujienos
Karštos naujienos 