Kuumavalssintaus on suhteellista kylmävalssintaan. Kylmävalssinta käytetään uudelleenkristallisoitumisen lämpötilan alapuolella, kun taas kuumavalssinta käytetään yli kristallisoitumisen lämpötilan. Mikä on kuuma rullaminen? Mikä on kuumenöityjen ruostumattomien teräspuheleiden tuotantoprosessi ja käyttö? - Opimme siitä yhdessä.
Mikä on kuumaa rullaa?
Kuumavalssintaus on metallien käsittelyprosessi, jossa metallimateriaalit lämmitetään korkeammalle lämpötilalle kuin niiden uudelleenkristallisoitumisen lämpötila (yleensä 900 °C:n välillä). ° C ja 1300 ° C) ja sitten puristaa ja venyttää niitä haluttuun muotoon ja paksuuteen rullien avulla. Uudelleenkristallisoitumisen lämpötila on metallimateriaalien keskeinen parametri. Kun lämpötila ylittää uudelleenkristallisoitumisen lämpötilan, materiaalin hiukkaset järjestyvät uudelleen ja tulevat tasaisemmaksi ja hienoimmaksi, mikä vähentää materiaalin hajoamisen ja stressin keskittymisen todennäköisyyttä muovisen muodonmuutoksen aikana.
Lämpimän vuodattamisen prosessissa voidaan käsitellä monia metallimateriaaleja. Yleisimmät sovellukset sisältävät teräsplastien, teräsputkien ja teräsvarren tuotannon. Nenesteeraksessa lämpimän vuodattamisen avulla voidaan parantaa ei vain sen fysikaalisia ominaisuuksia, vaan myös pinnan laatua, mikä antaa perustan seuraavalle kylmälle vuodatustyölle.
Lämpimän vuodattamisen perusperiaate:
Lämpimän vuodattamisen aikana metalliblokki yleensä lämmitetään korkealämpöisen uunin avulla ja siirtyy sitten rautuun ja lopputuun joukkoon vuodatustoimintoja. Tämä prosessi aiheuttaa suuren venymisen ja muodonmuutoksen, joka reorganisoivat metallin sisäisen rakenteen, hienosäveltävät hiukkaset ja parantavat materiaalin mekaanisia ominaisuuksia.
Lämpimän vuodattamisen edut:
Korkea tuotantotehokkuus:
Koska kuuma valjonta voi käsitellä metalleja korkealla lämpötilalla, materiaalin plastisuus on hyvä ja se voidaan suuresti muotoilla lyhyessä ajassa. Siksi kuuma valjonta on tehokas tuotantotapa ja sopii suurpiirteiselle teollisuustuotannolle.
Käsittää metallit suuremmalla kokolla ja paksuudella:
Kuumassa valjonnassa voidaan käsitellä paksempia metallilevyjä, jotta niistä saadaan paksempia levyjä tai muita tuotteita useiden valjontakertojen jälkeen.
Materiaalin tasainen muodostuminen:
Kuumassa valjonnassa voidaan poistaa metallimateriaalien sisäinen jännitys korkean lämpötilan avulla ja välttää materiaalin murtumisen stressikonsentraation vuoksi kylmässä valjonnassa. Kristallografiassa uudelleenmuodostuvien hiukkasten järjestämisen ansiosta saavutetaan tasaisempi materiaalistruktuuri.
Parantuneet mekaaniset ominaisuudet:
Koska materiaalin sisäiset kristallit hienoittuvat kuuman kalustamisen aikana, sen mekaaniset ominaisuudet paranevat merkittävästi. Tarkemmin ottaen materiaalin joustavuus kasvaa, vetulujuus paranee ja väsymislupa pidentyy.
Vähennetty energiankulutus:
Kuuman kalustamisen energiankulutus on suhteellisesti alhainen, koska se toteutetaan korkealla lämpötilalla. Vertaisten kylmän kalustamiseen, kuuman kalustamisen energiankulutus on pienempi.
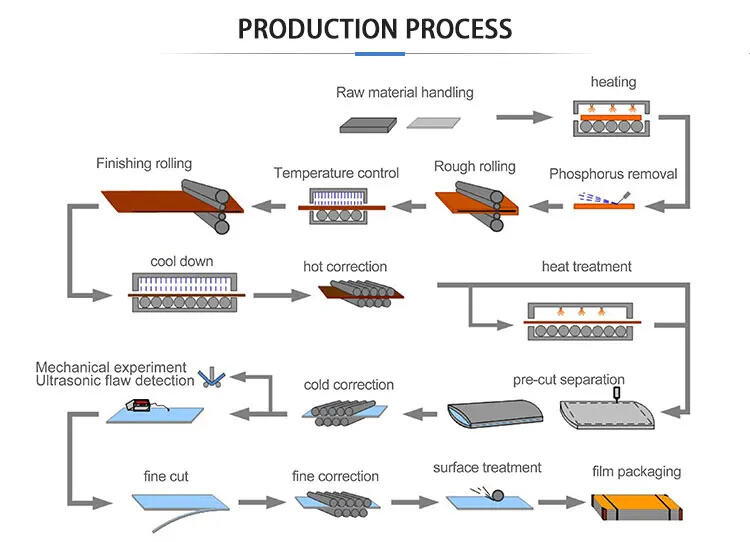
Kuuman kalustetun roostevapaa teräsplaatin tuottamisprosessi voidaan jakaa useisiin pääasiallisesti vaiheisiin, alusta metalin lammittamisesta, kalustamiseen asti loppuvaikutukseen, jokainen askel vaatii tiukan valvonnan ja toiminnan tuotteiden laadun varmistamiseksi.
1. Pilkon valmistus
Lämpöpisteen rullattua rostivapaata teräslevyä käytetään yleensä valmisteena tuotantoon nestemettä tai lohkoa. Lohkon esivalmistelu sisältää sen puhdistamisen, jolla poistetaan oxidi- tai muita pintaan liittyviä saasteita.
2. Lämmitus
Lohko syötetään korkean lämpötilan lammitysoven, ja oven lämpötila on yleensä välillä 1100 ℃ ja 1250 ℃ . Lämmituksen tarkoituksena on parantaa lohkon muovisuuntaa niin, että se voi aiheuttaa suuria muunnoksia ilman rakoja tai murtumista myöhemmillä rullausvaiheilla. Lämmitusaika on tiiviissä yhteydessä lohkon kokoon ja materiaaliin, ja lämpötilan hallinta on ratkaiseva välttääkseen liiallisen lämmityksen ja sen, että materiaali muuttuu liian pehmeäksi tai oksidoiduksi.
3. Alkurollaus
Kun palkki on lämpötty, se syötetään alustavaan veksintiheyskoneeseen ensisijaisen veksinnän varten. Alustavan veksinnän tarkoituksena on supistaa palkin alkuperäinen paksuus huomattavasti lähelle lopullista paksuutta. Veksinnän aikana metallimateriaalin sisäinen rakenne muuttuu vähitellen, heijast ovat painettuja ja venytettyjä, ja jännitys jakautuu tasaisesti.
4. Loppukäsittely
Loppukäsittelyprosessissa on useita veksintäyteitä, joissa jokainen supistaa materiaalin paksuuden entisestään saavuttaakseen halutut mitatoimet. Loppuvaiheessa lämpötilan ja paineen hallinta on erityisen tärkeää varmistaakseen materiaalin paksuuden ja mekaanisten ominaisten tasaisuus.
5. Jäättyminen ja loppukäsittely
Kun prosessi on valmis, lämpöpilatusainen neliöalusta jäähtyy vähitellen sarjan jälleenjäädymisoperaatioiden kuluessa. Jäähdytysnopeus ja -menetelmä vaikuttavat suoraan lopullisen materiaalin ominaisuuksiin. Joissakin tapauksissa lämpöpilatusainen levy voi myös käydä tasaamis- ja leikkausoperaatioissa saadakseen tasaisen, standardikokoinen tuotteen.
6. Pinta-osa käsittely
Lämpöpilatusaisen teräslevyn pinta sisältää usein hapattumakorkeuman. Hapattuma poistetaan pinnalta esimerkiksi hapattumahiekkoituksen tai kuoriutumisen avulla, mikä parantaa pintalaatua. Joissakin tapauksissa tehdään lisäpintakäsittelyä, kuten polttamista tai peittämistä, riippuen asiakkaan tarpeista.
Lämpöpilatusaisten teräslevyjen käyttötarkoitus:
Rakennusteräs: yleistä rakennusterasta ja varsirakennuksia valmistetaan, jotka käytetään pääasiassa terässtruktuurien, siltojen, laivojen ja ajoneuvojen valmistuksessa.
Ilmakehäsavisteleva teräs: erityisiä elementtejä (P, Cu, C jne.) lisätään, mikä antaa hyvän korroosio- ja ilmakehäsavistelevan vastustuskyvyn. Sitä käytetään konttien, erikoisajoneuvojen ja rakennusrakenteiden tuotannossa.
Autoteollisuuden rakennusteräs: korkean vahvuuden teräslevyjä, joilla on hyvä MUOKKAUSKYKY ja liimattavaisuus, käytetään autojen valmistuksessa.
Teräslevyt teräsputkille: hyvällä käsittelykyvyllä ja puristusvahvuudella, niitä käytetään korkean paineen kaasupaineenvaatteiden valmistukseen tilavuudeltaan alle 500, jotka täytetään LPG:llä, etyyliinillä ja erilaisten kaasujen kanssa.
Levyt korkean paineen vaatteisiin: hyvällä käsittelykyvyllä ja puristusvahvuudella, niitä käytetään korkean paineen kaasupaineenvaatteiden valmistukseen, jotka täytetään LPG:llä, etyyliinillä ja erilaisten kaasujen kanssa.
Rosteettomia teräsplaatteja: rosteeton teräs on hyvin korrosiorukas ja käytetään pääasiassa ruokateollisuudessa, leikkausalusteissa, ilmavoimissa, öljytekniikassa, kemikaaliteollisuudessa ja muissa teollisuudenaloilla.











 Kuumat uutiset
Kuumat uutiset