Proizvodni postopek toplo valjenih nerjavečih čeličnih plošč
Sep 11, 2024
Toplotno valjenje je relativno glede na hladno valjenje. Hladno valjenje je valjenje pod temperaturo recrystalizacije, medtem ko je toplotno valjenje valjenje nad temperaturo recrystalizacije. Vendar pa, kaj je toplotno valjenje? Kaj je proizvodni postopek in uporaba toplotno valjenih nerjavih čel justnih plošč? Naučimo se skupaj!
Kaj je toplotno valjenje?
Toplotno valjenje je postopek obdelave kovin, ki pomeni segrevanje kovinskih materialov na temperaturo višjo od temperature recrystalizacije (običajno med 900 ° C in 1300 ° C), nato pa jih stisnemo in raztegnemo v želeno obliko in debelino s pomocjo valcev. Temperatura recrystalizacije je ključni parameter kovinskih materialov. Ko se temperatura izkaže za višjo od temperature recrystalizacije, se kristali v materiale ponovno uredijo in postanejo enakomerni in drobni, kar pomanjša verjetnost, da se material lomi ali nastane stresna koncentracija med plastično deformacijo.
Proces topnega valjanja lahko obdeluje različne kovinske material. Najpogostejše uporabe vključujejo izdelavo jeklenih plošč, jeklenih trakov, jeklenih cevk itd. Pri nerjavečem jeklu ne le izboljša topno valjanje njegove fizikalne lastnosti, ampak tudi izboljša kakovost površine, s čimer zaključi temelj za nadaljnji proces hladnega valjanja.
Osnovni načelo topnega valjanja:
Med procesom topnega valjanja se kovinski presek običajno segreva v visokotemperaturni peči, nato pa vstopi v hrubovalilno in dokončevalno valilno za serijo operacij valjanja. Ta postopek ustvari veliko podaljšanje in deformacijo, s katero se ponovno uredi notranja struktura kovina, zrnca so pojasnjena, ter so izboljšane mehanske lastnosti materije.
Prednosti topnega valjanja:
Visoka proizvodna učinkovitost:
Ker lahko toplotno valjenje obdeluje kovin pri visoki temperaturi, je plastičnost materiala dobra in se lahko v kratkem času doseže velika deformacija. Zato ima toplotno valjenje visoko proizvodne učinkovitost in je primerno za velikogeslovnega industrijskega proizvodnjo.
Lahko obdeluje kovine velike velikosti in debeline:
Postopek toplotnega valjenja lahko obdeluje debeljše kovinske ploskve, tako da po večjem številu valjenjskih postopkov lahko pridobijo debeljše plošče ali druge izdelke.
Enakomerna deformacija materiala:
Toplotno valjenje lahko skozi visoko temperaturo odstrani notranji stres v kovinskih materialih in izognemo razbitju materiala, ki ga povzroča stresna koncentracija med hladnim valjenjem. Med procesom recrystallizacije so zrnca materiala ponovno uredjena, da se dobi bolj enakomerni materialni struktur.
Poboljšane mehanske lastnosti:
Ker se med temperaturo izdelave materiala počasno kristalizira, so njegove mehanske lastnosti značilno izboljšane. Konkretno povečanje vrednosti utrjenosti, povprečne trdnosti in časa do utrujenja.
Zmanjšana poraba energije:
Poraba energije pri toplotni valjujevski proces je relativno nizka, saj se izvaja pri visoki temperaturi. Primerjano z hladnim valjevanjem, zahteva toplotno valjevanje manjše porabo energije.
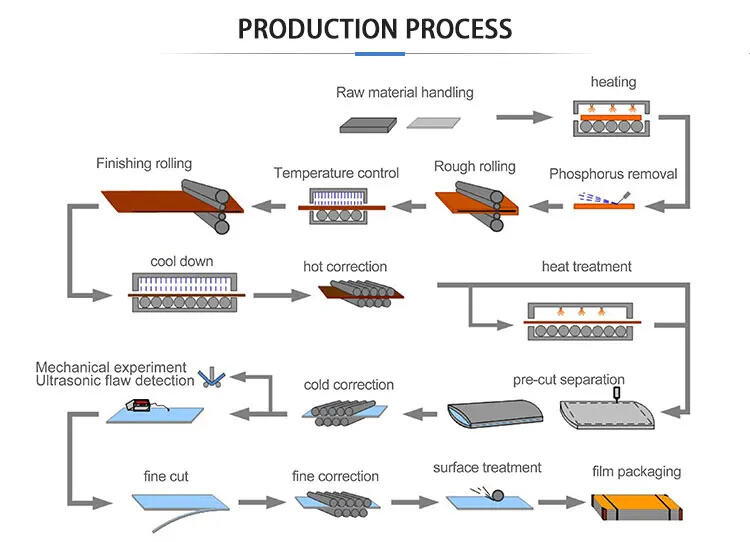
Proces proizvodnje toplotno valjanih ocelnih plošč:
Proces proizvodnje toplotno valjanih nerjavih oceli se lahko razdeli na nekaj glavnih faz, od začetnega segrevanja metala, prek valjevanja do končne obdelave površine, vsak korak zahteva strogo nadzorovanje in operacijo, da se zagotovi kakovost izdelka.
1. Priprava bloka
Osnovno surovo materijo za toplotno valjeno odestalo je običajno izlivanjska ploska ali blok. Priprava ploske vključuje njeno čiščenje, s katerim odstranimo oksidno slivavo ali druge onesnaževalce na površini.
2. Grijanje
Ploska se vleče v visoko temperaturno peč, in temperatura v peči je običajno med 1100 ℃ in 1250 ℃ °C. Namen grijanja je povečanje plastnosti ploske, tako da lahko dovoli velike deformacije brez prsene ali loma med nadaljnjo procesom valjenja. Čas grijanja je tesno povezan z velikostjo in materialom ploske, in upravljanje temperature je ključno, da se izognemo presežnemu grijanju in zato, da se material ne postane preveč mehki ali ne oksidira.
3. Hrubo valjenje
Po segrevanju trdneke jo vpihajo v osnovno valčno točilnico za predhodno točenje. Glavna namena osnovnega točenja je zelo zmanjšati debelino trdneke iz začetne debeline na približno končno obdelavo. Med postopkom točenja se počasi spreminja notranja struktura kovinskega materiala, kristali so stisnjeni in raztegani, ter je napetost enakomerno porazdeljena.
4. Zaključna obdelava
Zaključni postopek običajno vključuje več točnih prehodov, vsak od katerih še dodatno zmanjša debelino materiala, da doseže željene velikostne zahteve. V zaključni fazi je zlasti pomembno nadzorovanje temperature in tlaka, da se zagotovi enakomerna debelina in mehanske lastnosti materiala.
5. Hlađenje in zaključna obdelava
Po zaključku bo plošča iz toplega valjenega nerjavečega jekla izvedla vrsto hladilnih operacij, da se postopoma zmanjša njen temperatura. Hitrost in način hlađenja imata neposreden vpliv na lastnosti končnega materiala. V nekaterih primerih lahko plošča iz toplega valjenega nerjavečega jekla tudi izvede nadaljnje ravnanje in rezanje, da se pridobi ravnina standardne velikosti.
6. Površinska obdelava
Površina plošče iz toplega valjenega nerjavečega jekla običajno vsebuje oksidno slado. Po površinski obravi, kot je kisikovanje ali škurjenje s strelci, se oksidna plast odstrani in se izboljša kakovost površine. V nekaterih primerih se po zahtevah strank izvedejo še dodatne površinske obrave, kot so poliranje in napojanje.
Uporaba plošč iz toplega valjenega nerjavečega jekla:
Strojni čel just: proizvodijo se splošni strojni čel just in varjeni strojni čel just, ki se glavno uporabljajo pri proizvodnji jeklenih konstrukcij, mostov, ladjev in vozil.
Oksidacijsko ocel: v njo so dodane posebne elemente (P, Cu, C itd.), ki imajo dobro odupno in atmosfersko odupno odpornost. Uporablja se pri proizvodnji pojemalnikov, posebnih vozil in gradbenih struktur.
Ostankarska ocel za avtomobile: uporabljajo se visoko stopnje ocelne plošče z dobro izrisovalno in svarsko lastnostmi za proizvodnjo avtomobilov.
Plošče za čelice: z dobro delavnostjo in stiskovito močjo, jih uporabljajo za proizvodnjo visokotisknih tlakovnih posoda z obremenitvijo manj kot 500, polnjenih z FPG, acetalenom in različnimi plini.
Plošče za visokotiskne posode: z dobro delavno sposobnostjo in stiskovito močjo, jih uporabljajo za proizvodnjo visokotisknih tlakovnih posod, polnjenih z FPG, acetalenom in različnimi plini.
Tičast obrazec plošč: tičast obrazec ima dobro odupno odpornost in se glavno uporablja v hrano obratovalnem sektorju, kirurški opremi, letalskem sektorju, naftni industriji, kemijski industriji in drugih industrijskih področjih.











 Aktualne novice
Aktualne novice 