Proces proizvodnje toplo valjenih ploča od nerđajućeg čelika
Sep 11, 2024
Toplo valjanje je relativno prema hladnom valjanju. Hladno valjanje je valjanje ispod temperature rekristalizacije, dok je toplo valjanje valjanje iznad temperature rekristalizacije. Dakle, što je toplo valjanje? Što je proizvodni postupak i uporaba toplo valjenih nerđajućih čelikovitih ploča? Saznajmo to zajedno!
Što je toplo valjanje?
Toplo valjanje je proces obrade metala koji se odnosi na grejanje metalnih materijala na temperaturu višu od temperature njihove rekristalizacije (obično između 900 ° C i 1300 ° C), a zatim ih stisnuti i protjerati kroz valjke u željenu oblik i debljinu. Temperatura rekristalizacije je ključni parametar metalnih materijala. Kada temperatura premaši temperaturu rekristalizacije, čestice u materijalu će se ponovo rasporediti i postati jednolavnije i manje, što smanjuje vjerojatnost da se materijal lomi i koncentrira napornost tijekom plastične deformacije.
Proces toplega valčenja može obraditi niz metalnih materijala. Najčešća primjena uključuje proizvodnju čeljusti, čelikastih traka, čeličnih cijevi itd. Kod nerđajućeg čelika, tople valčenje ne samo što poboljšava njegove fizičke svojstva, već i kvalitet površine, stoga stvara temelj za nadaljnu hladnu valčenju.
Osnovni princip toplega valčenja:
Tijekom procesa toplega valčenja, metalna biljka se obično grijee u visokotemperaturnom peću, a zatim ulazi u ruđarski i dokončni valčarnicu za seriju valčanih operacija. Taj proces uzrokuje veliku produženu deformaciju, tako da se unutarnja struktura metala reorganizira, zrnbica se usavršava, te se poboljšavaju mehanička svojstva materijala.
Prednosti toplega valčenja:
Visoka proizvodna učinkovitost:
Zbog toga što se toplo valčanje može provesti na visokoj temperaturi, plastičnost materijala je dobra i u kratkom vremenu se može postići velika deformacija. Stoga toplo valčanje ima visoku proizvodnu učinkovitost i odgovara masovnoj industrijskoj proizvodnji.
Može se obraditi metale velike dimenzije i debljine:
Toplo valčanje može obraditi deblje metalne bilje, tako da se nakon više prolaza valčanjem može dobiti deblja ploča ili drugi proizvodi.
Jednolika deformacija materijala:
Toplo valčanje može eliminirati unutarnji napetosti u metalnim materijalima putem visoke temperature i izbjegavati lom materijala uzrokovane koncentracijom napetosti tijekom hladnog valčanja. Tijekom procesa recrystalizacije, čestice materijala se ponovo raspoređuju kako bi se dobila jednolijevija struktura materijala.
Poboljšana mehanička svojstva:
Budući da se tijekom procesa toplega valjanja poboljšavaju mehaničke svojstva materijala zbog rafiniranja unutarnjih kristalnih čestica. Posebice, povećava se otržnost materijala, poboljšana je trakciona jačina i produžen je život u umoru.
Smanjena potrošnja energije:
Potrošnja energije prilikom toplega valjanja je relativno niska jer se izvodi na visokoj temperaturi. U usporedbi s hladnim valjanjem, toplom valjanju je potrebno manje energije.
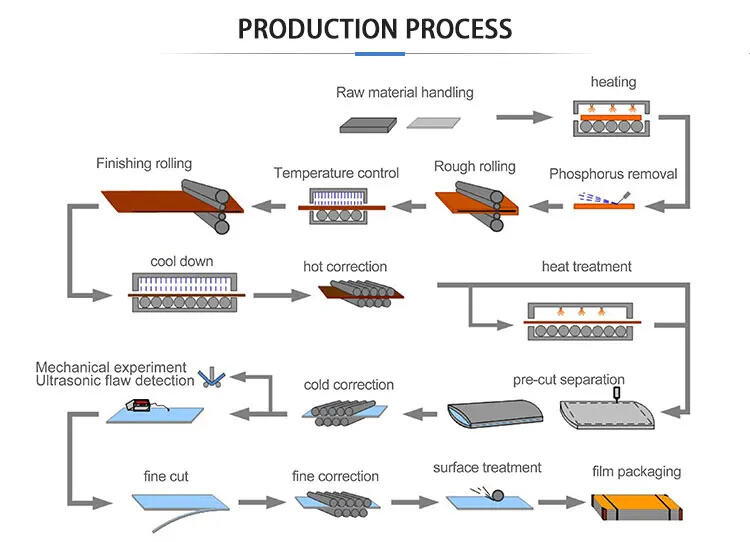
Proces proizvodnje topleg valjanja nerđajućeg čelika može se podijeliti na nekoliko glavnih faza, od početnog zagrijavanja metala, valjanja do krajnje obrade površine, a svaki korak zahtjeva strogi kontrolu i operaciju kako bi se osigurala kvaliteta proizvoda.
1. Priprema billeta
Povremena surovina za toplu valčanju od nerđajućeg čelika obično je odlivna billets ili slab. Priprema billeta uključuje njegovu čišćenja obradu, uklanjajući oksidnu školu ili druge nečistine na površini.
2. Grijanje
Billet se upušta u visoko temperaturnu grijalu, a temperatura unutar grijalice obično je između 1100 ℃ i 1250 ℃ . Cilj grijanja je poboljšati plastičnost billeta tako da može proizvesti veliku deformaciju bez prska ili loma tijekom sljedećeg procesa valčanja. Vrijeme grijanja usko je povezano s dimenzijama i materijalom billeta, a kontrola temperature ključna je da bi se izbjeglo prekomjerno grijanje i uzročilo da materijal postane prekomjerno mekak ili oksidiran.
3. Ruđe valčanje
Nakon što se čelikovita billet zagreje, upušta se u prvu valčanu mašinu za prethodno valjanje. Glavni cilj prethodnog valjanja je znatno smanjiti debljinu billeta s početne debljine na veličinu blizu konačnoj. Tijekom procesa valjanja, unutarnja struktura metalnog materijala postupno se mijenja, zrnuće se smanjuje i produžava, a naprezanja su ravnomjerno distribuirana.
4. Završna obrada
Završni proces obično uključuje više prolaza valjanja, svaki od kojih dalje smanjuje debljinu materijala kako bi se postigle željene dimenzije. Tijekom završnog stadija, kontrola temperature i tlaka posebno je važna kako bi se osigurala jednolika debljina i mehanička svojstva materijala.
5. Hlađenje i završna obrada
Nakon završetka, ploča od toploprotenog nerđajućeg čelika će proći kroz niz hlađenja kako bi se postepeno smanjila njena temperatura. Brzina i način hlađenja imaju izravan utjecaj na performanse krajnjeg materijala. U nekim slučajevima, ploča od toploprotenog nerđajućeg čelika može također proći kroz nadaljne operacije ravnanja i sjecanja kako bi se dobila ravnih, standardnih dimenzija.
6. Tretman površine
Površina ploče od toploprotenog nerđajućeg čelika obično ima oksidnu škalu. Nakon tretmana površine poput dežarenja ili štapanja, oksidski sloj se može ukloniti i poboljšati kvaliteta površine. U nekim slučajevima, prema potrebama kupaca, vrše se dodatni tretmani površine poput ciljanja i natirivanja.
Primjena ploča od toploprotenog nerđajućeg čelika:
Konstrukcijski čelik: proizvodi se opći konstrukcijski čelik i svareni konstrukcijski čelik, glavno se koristi za proizvodnju čelikastih konstrukcija, mostova, brodova i vozila.
Oksidacijska ocel: dodaju se posebni elementi (P, Cu, C itd.), koji imaju dobru otpornost na koroziju i otpornost na atmosfersku koroziju. Koristi se za proizvodnju spremnika, posebnih vozila i građevinskih struktura.
Ocelske konstrukcije za automobile: visokojačne ploče koje imaju dobru performansu pri oblikovanju i svarenju koriste se u proizvodnji automobila.
Ploče za čevske ocjeve: sa dobrim obradnim performansama i pritiskom, koriste se za proizvodnju visokotlakašnih tlakovnih posuda s objemom manjim od 500 popunjeno LPG-jem, etilenovim plinom i različitim plinovima.
Ploče za visokotlakašne posude: sa dobrim obradnim performansama i pritiskom, koriste se za proizvodnju visokotlakašnih tlakovnih posuda napunjene LPG-jem, etilenovim plinom i različitim plinovima.
Ploče od nerđavijećeg čelika: nerđavijeći čelik ima dobru otpornost na koroziju i primarno se koristi u prehrani, kirurškom opremi, aerospace industriji, naftnom, kemijskoj industriji i drugim industrijama.











 Vruće vijesti
Vruće vijesti